Nos conseils techniques en soudage
Le soudage à l'arc
Le soudage à l’arc est idéal pour l’extérieur et reconnu pour sa rapidité et simplicité de mise en œuvre.
Le procédé à l'arc
Convient parfaitement à une utilisation pour des petits travaux de soudures liés à tous types d’activités de l’artisan au particulier.
Il convient aux aciers doux (enrobage de l’électrode type o), aux aciers faiblement alliés, aux aciers inoxydables et réfractaires, à la fonte grise, aux métaux non ferreux : nickel (après décapage à l’acide et neutralisation), cuivre et cuproaluminium.
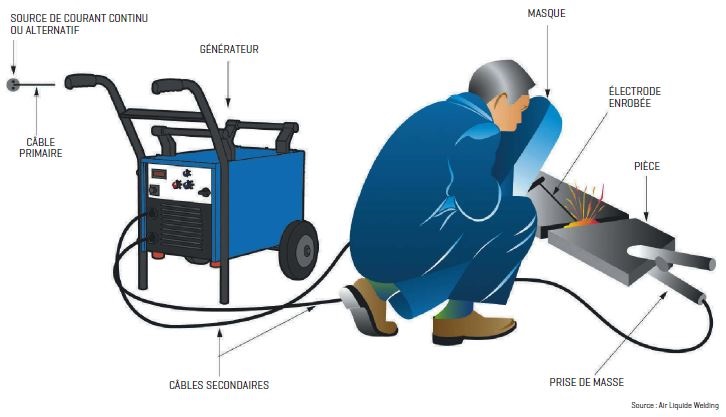
Schéma type d'une installation manuelle de soudage à l'électrode enrobée
Transfert du métal
Choisir l'intensité du soudage
| Epaisseurs soudables* (mm) | Diamètre d'électrode (mm) | Intensité moyenne (A) |
|---|---|---|
| 1,6 | 1,6 | 40 |
| 2,0 | 2,0 | 55 |
| 2,0 - 3,0 | 2,5 | 70 |
| 3,0 - 5,0 | 3,2 | 110 |
| 3,0 - 10 | 40 | 160 |
| > 8,0 | 5,0 | 200 |
| > 10,0 | 6,3 | 290 |
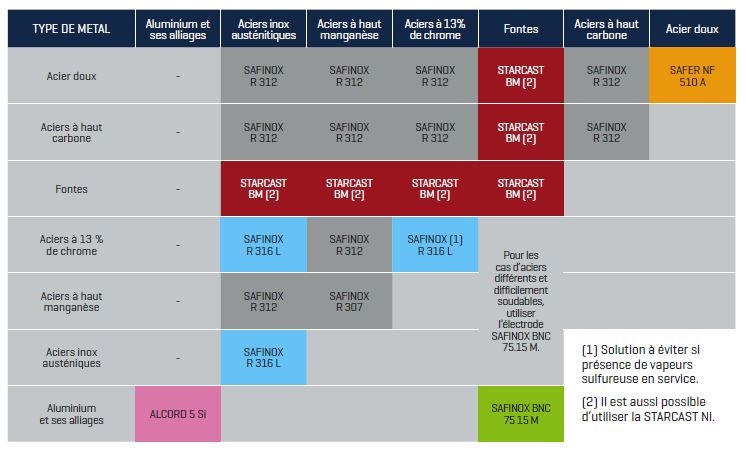
Comment souder des métaux dissemblables ?
Conseil pour identifier les métaux

Le soudage TIG
Le procédé TIG est recommandé pour des travaux de précision et des soudures étanches grâce à sa grande qualité de régularité au cordon de soudure.

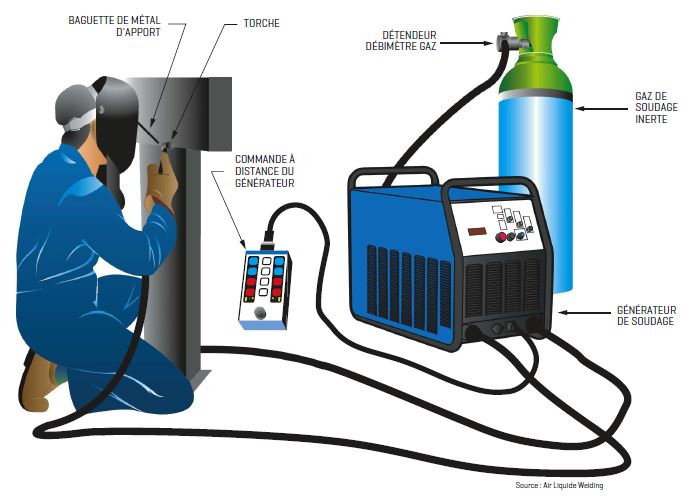
Schéma type d'une installation manuelle de soudage TIG
Avantages du soudage TIG
Le soudage TIG permet d’éviter les projections et les grattons. Ce procédé est reconnu pour sa rapidité de mise en oeuvre et une quantité de métal d’apport nécessaire plus faible qu’avec le procédé flamme.
De plus, il empêche les défauts d’inclusion du «laitier» que l’on retrouve avec l’électrode enrobée. Enfin, on reconnaît au soudage TIG une diminution substantielle des émissions de fumées.
Transfert du metal TIG
Le soudage MIG-MAG
Procédé MIG (métal inert gas) : protection gazeuse inerte
Ce procédé autogène (assemblage de pièces de métal de même nature) convient aux aciers alliés, inoxydables, à la fonte, à l’aluminium et aux alliages légers, au cuivre et aux cupro-alliages, au manganèse, au nickel et aux métaux et aciers réfractaires.

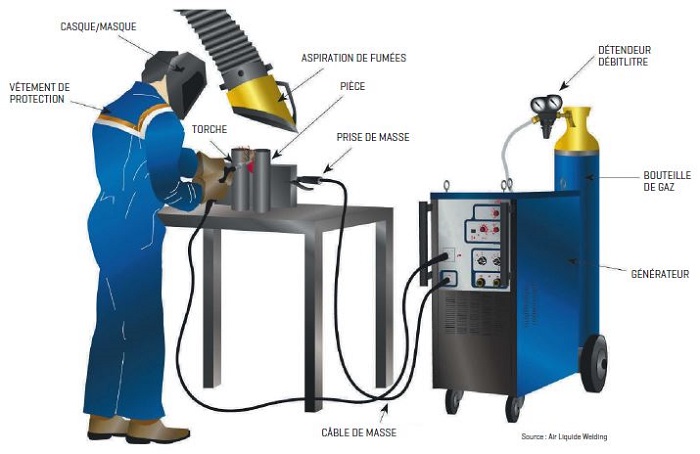
Schéma type d'une installation manuelle de soudage MIG
Procédé MAG (metal active gas) : protection gazeuse active
Ce procédé s’adapte aux aciers doux non alliés, galvanisés ou zingués et aux métaux ferreux.
On peut décrire 3 modes de fusion, ceci quelle que soit la puissance, la nature ou l'origine de l'appareil à souder.
- court-circuit : vitesse et intensité faible, 1 et 2/6. appliqué pour le soudage de tôles fines, les positions délicates, les soudures au plafond…
- globulaire ou grosse goutte : vitesse et intensité moyenne 3 et 4/6. Application pour le soudage en angle, à plat ou en position montante. ce procédé de soudage offre une meilleure résistance mécanique à la soudure.
- PA ou pulvérisation axiale : vitesse et intensité élevée, 5 et 6/6.
Ce procédé est appliqué en production de masse, pour les soudures en angle et à plat.
Le coupage plasma
Schéma type d'une installation manuelle de coupage plasma

Les avantages
- Rapidité opératoire et faible déformation pour réduire voire supprimer les opérations de redressage.
- Peu de surépaisseurs supprimant les opérations de polissage.
- Respect de la composition chimique du matériel de base : évitant les problèmes de corrosion.
- Excellent aspect visuel, ce qui est un facteur de qualité car de plus en plus souvent, les soudures sont visibles.
Le soudage flamme
Selon le type de pièces à assembler et la résistance de l’assemblage que l’on souhaite obtenir, on utilise différentes techniques.
Le brasage
En dessous de 220 °C, le brasage est dit tendre.
Il trouve son application en plomberie, sanitaire, zinguerie, pour la création d’une étanchéité à l’aide de joints brasés au niveau de tuyauterie d’alimentation d’eau sur laquelle ne sera pas appliqué de contraintes mécaniques fortes.
Mais aussi en électronique (circuits imprimés), en électricité (connexion de fils) ou encore en ferblanterie et en zinguerie.
Entre 780 et 800 °C, on parlera de brasage fort.
Ce procédé est utilisé pour étanchéifer ou assembler les conduites de gaz, en cuivre, offrant une bonne résistance aux contraintes mécaniques. Il permet des assemblages résistants sur cuivre, laiton, métaux ferreux, aluminium, argent, or.
Le brasage ne se fait pas sur l’acier, on parlera alors de soudobrasage.
Le soudobrasage
Il permet une utilisation dans les rénovations, la modification de l’existant étant possible sans utiliser le même type de métal que l’existant.
Le cordon de soudure sera constitué du métal d’apport, enrobé, qui sera un alliage (cuivre, acier, nickel, souffre, plomb, étain, cadmium…), le choix se fera en fonction des propriétés de chacun (l’argent et le phosphore augmentent la résistance mécanique).
Schéma type d'une installation manuelle de soudage flamme
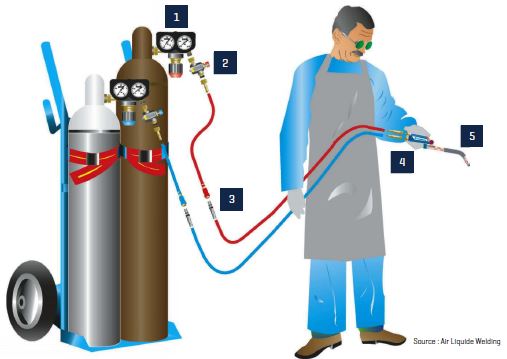
Entretenir sans risque son installation flamme
1. Les détendeurs
- Vérifer les fletages et leur étanchéité.
- Contrôler les manomètres.
- Manoeuvrer la vis de détente après ouverture du gaz et constater que la pression monte progressivement.
- Attention : ne jamais graisser.
2. Les tuyaux
- Contrôler l’état général sur toute la longueur en cintrant : absences de fissures, craquelures et gonflements.
3. Les raccords rapides à obturateurs
- Vérifier le bon verrouillage.
- Contrôler l’étanchéité en utilisation et la pression de service, raccord verrouillé et désaccouplé.
- Attention : remplacement systématique en cas d’incident (écrasement, détérioration) ou dysfonctionnement (fuite, perte de charge).
4. Les antiretours parflamme
- Élément de sécurité incontournable car ils empêchent la remontée de gaz en cas de dysfonctionnement du chalumeau ou sont intégrés dans le manche.
- Attention : remplacement systématique en cas de retour de flamme ou de détérioration.
5. Les antiretours parflamme
- Vérifier les raccords d’entrée.
- Contrôler les robinets et leur étanchéité.
- Vérifier l’état de la buse ou de la tête de coupe et les fuites éventuelles.
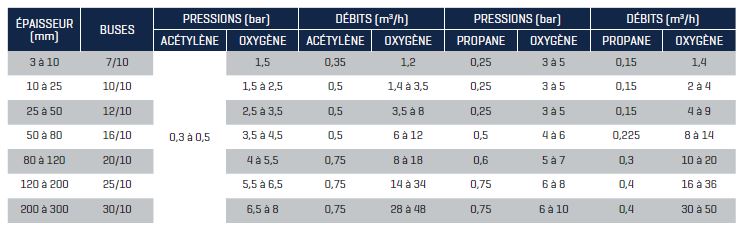
Barème d'oxycoupage
Barème de soudage
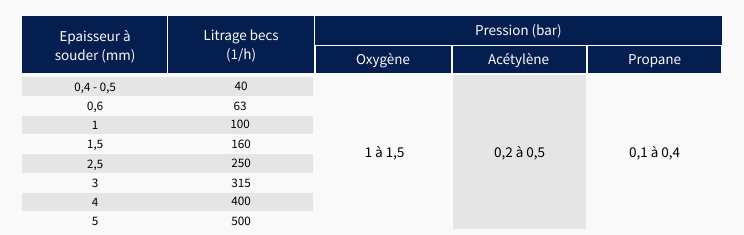
Epaisseur à soude
Le choix du litrage bec va être déterminé par le type de joint et l’épaisseur du métal. il est nécessaire en moyenne d’utiliser 100 litres/heure de gaz par mm d’épaisseur de métal.
Exemple :
- 0,6 mm d’épaisseur = bec 63 litres
- Contrôler les robinets et leur étanchéité.
- Vérifier l’état de la buse ou de la tête de coupe et les fuites éventuelles.
La protection du soudeur
Le soudage demande une protection spécifique liée à l’environnement du soudeur en constante exposition aux risques de chaleur, projections, U.V., luminosité...
Le brasage
En dessous de 220 °C, le brasage est dit tendre.
Il trouve son application en plomberie, sanitaire, zinguerie, pour la création d’une étanchéité à l’aide de joints brasés au niveau de tuyauterie d’alimentation d’eau sur laquelle ne sera pas appliqué de contraintes mécaniques fortes.
Mais aussi en électronique (circuits imprimés), en électricité (connexion de fils) ou encore en ferblanterie et en zinguerie.
Entre 780 et 800 °C, on parlera de brasage fort.
Ce procédé est utilisé pour étanchéifer ou assembler les conduites de gaz, en cuivre, offrant une bonne résistance aux contraintes mécaniques. Il permet des assemblages résistants sur cuivre, laiton, métaux ferreux, aluminium, argent, or.
Le brasage ne se fait pas sur l’acier, on parlera alors de soudobrasage.
Protection des yeux et des voies respiratoires
Normes : EN175, EN166, EN379.
Typologie de produits : lunettes, masques à main, masques de tête traditionnels, masques à cristaux liquides et systèmes de protection globale avec ventilation assistée.
Protection du corps
Normes : EN340, EN470-1, EN531, EN533.
Typologie de produits : cagoule (toile), boléro, manchette, tablier, veste et guêtre.

Protection des mains
Partie du corps la plus exposée et peut-être la moins bien protégée faute d’équipements adaptés ou par négligence : 40% des accidents du travail avec arrêt concernent les mains et les membres supérieurs.
Normes : EN420, EN388 et EN407.
Typologie de produits : gants et moufles.

Protection des pieds
Normes : EN ISO 20345 + HRO (résistance à la chaleur : contact direct 60 s à 300°c).
Typologie de produits : chaussures de sécurité.

Quelle électrode tungstène pour quel matériau ?
